Selecting a reliable OEM slurry pump factory is a critical strategic decision for mining, dredging, and industrial processing operations worldwide. Slurry pumps are the heart of material transport in harsh environments, handling abrasive solids and corrosive liquids that would destroy standard pumping equipment. By partnering with an Original Equipment Manufacturer (OEM), companies can ensure that their hardware is engineered to the exact specifications of their unique slurry chemistry and flow requirements.
The global demand for efficient mineral extraction and wastewater management has pushed the industry toward more specialized, high-performance machinery. An OEM slurry pump factory does not merely provide off-the-shelf products; it offers a comprehensive ecosystem of engineering, material science, and quality control. This ensures that pumps—whether they are High Chrome or Natural Rubber lined—can withstand the extreme wear and tear associated with heavy-duty industrial applications.
Understanding the nuances of OEM manufacturing allows procurement managers to optimize their Total Cost of Ownership (TCO). From reducing unplanned downtime through precision-engineered pump parts to increasing energy efficiency via hydraulic optimization, the benefits of a professional OEM partnership extend far beyond the initial purchase. This guide explores the critical factors, applications, and future innovations that define the modern slurry pumping landscape.
Global Context of OEM Slurry Pump Manufacturing
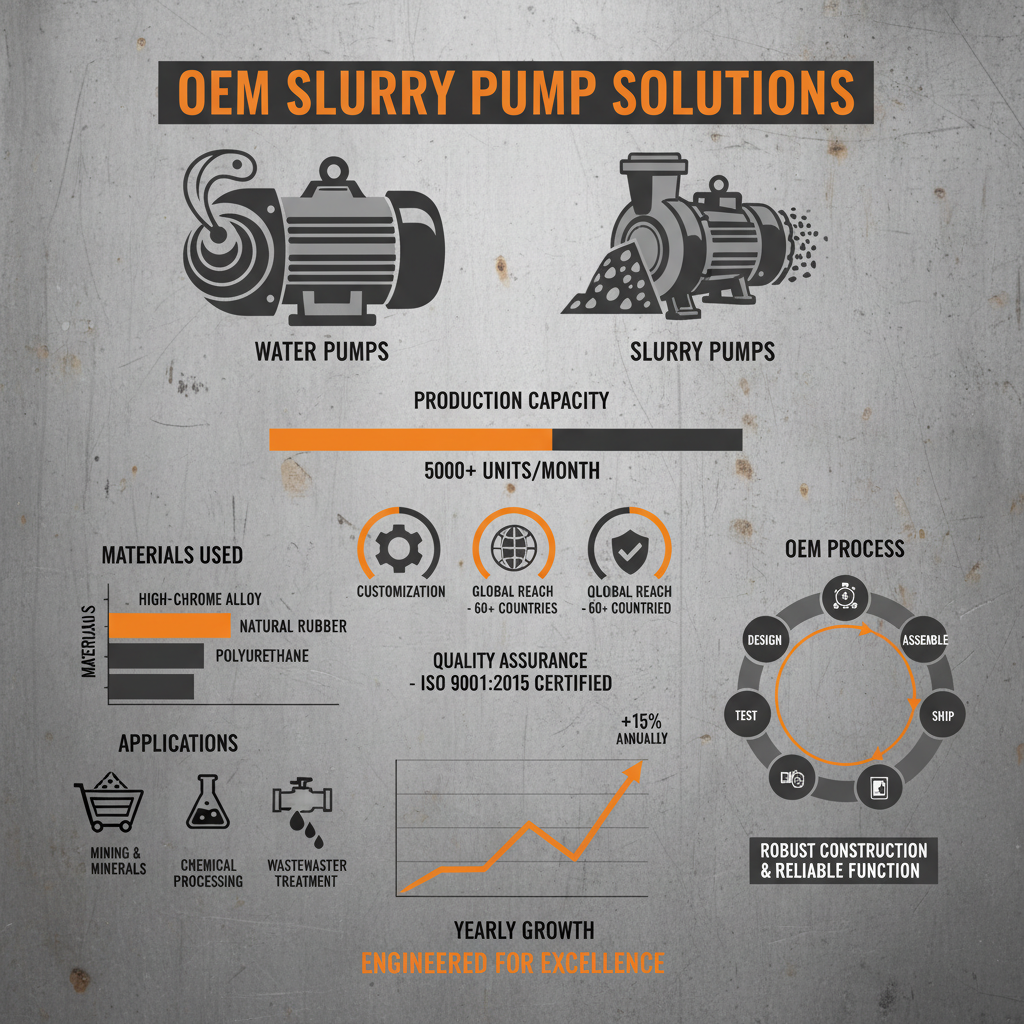
In the current global industrial landscape, the reliance on mineral resources and large-scale infrastructure projects has made the OEM slurry pump factory an indispensable link in the supply chain. According to international industrial standards, including ISO certifications for pump efficiency, the move toward "precision manufacturing" has reduced operational waste by nearly 15% in the mining sector. As emerging economies in Southeast Asia and Africa expand their mining capacities, the need for pumps that can handle high-density tailings and abrasive sands has surged.
However, the industry faces a persistent challenge: the trade-off between initial capital expenditure and long-term maintenance costs. Many operators struggle with premature impeller wear and casing failure due to mismatched pump specifications. This is where the expertise of a dedicated OEM factory becomes vital, providing the metallurgical precision needed to handle materials like ZGB Heavy Duty or SBH High Pressure configurations, ensuring that the machinery survives the brutal realities of the field.
Defining the OEM Slurry Pump Factory Model
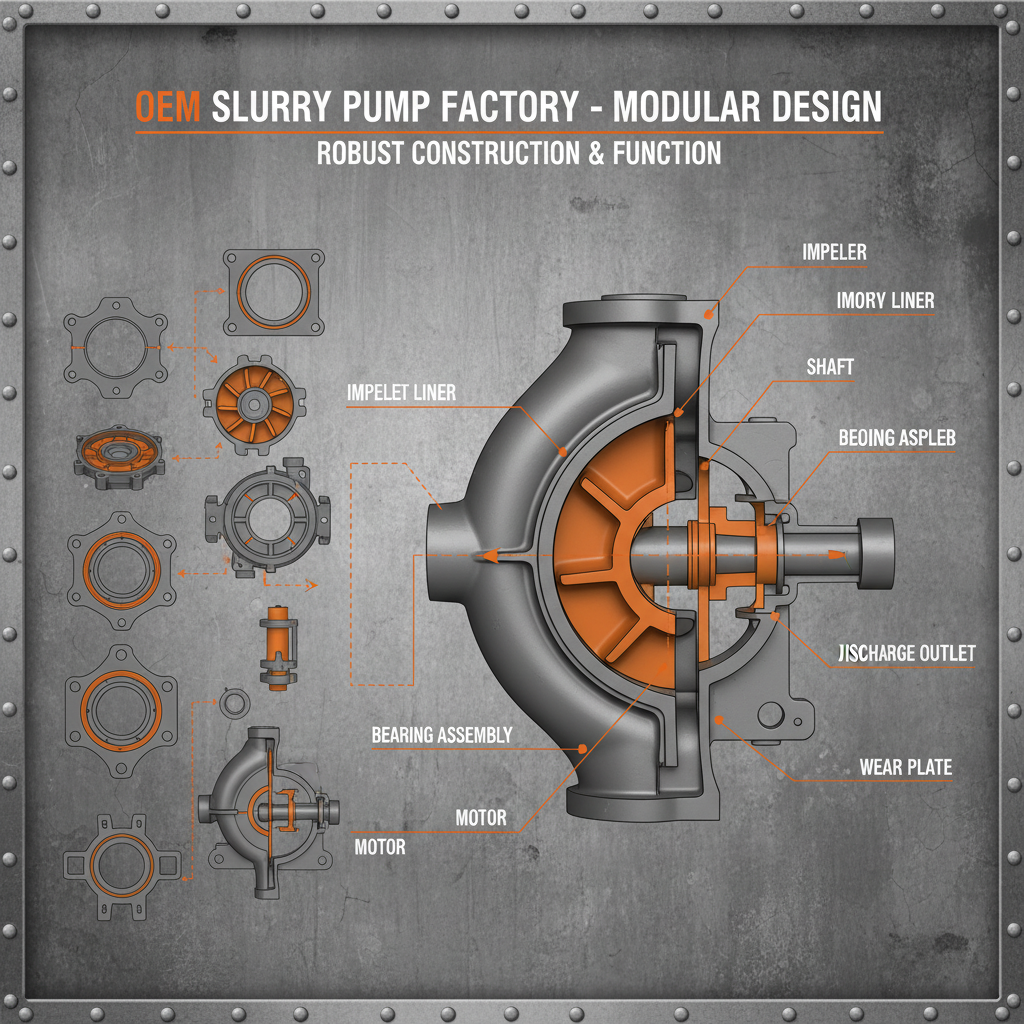
At its core, an OEM slurry pump factory is a specialized manufacturing facility that designs and produces pumps to a client's specific technical requirements or to a standardized high-performance blueprint for third-party branding. Unlike general pump distributors, an OEM factory controls the entire production cycle—from the casting of High Chrome alloys to the precision machining of shafts and the vulcanization of Natural Rubber linings. This vertical integration ensures that every component, from the MD(R) Mill Underflow Pump to simple pump parts, meets rigorous tolerance standards.
The connection between OEM manufacturing and modern industry is rooted in the need for "customization at scale." Whether it is a Vertical Slurry Pump for a deep-sump application or an SHF Froth Pump for mineral processing, the OEM model allows for the optimization of the hydraulic curve to match the specific gravity and particle size of the fluid. This tailored approach prevents cavitation and minimizes energy loss, which is essential for operations running 24/7 in remote locations.
Beyond the hardware, the OEM model incorporates a humanitarian and environmental dimension. By producing more efficient pumps, these factories help reduce the energy footprint of mining operations and enable better tailings management, which prevents environmental disasters such as dam failures. The ability to quickly prototype and produce specialized pump parts ensures that critical infrastructure—such as water treatment plants using STC Vertical Non-Clog Pumps—can be repaired with minimal downtime, safeguarding local communities.
Core Technical Factors for Pump Durability
The primary metric of success for any OEM slurry pump factory is the wear life of its components. Durability is achieved through advanced metallurgy, specifically the use of High Chrome (Cr27) alloys which provide an extremely hard surface to resist abrasion. For applications involving softer but more corrosive slurries, the factory employs Polyurethane or Natural Rubber linings, creating a resilient barrier that absorbs the impact of particles rather than resisting them through hardness alone.
Scalability and versatility are equally critical. A top-tier OEM slurry pump factory must be capable of producing a wide range of models, from SL(R) Light Duty pumps for low-concentration wastes to ZJ High Pressure pumps for deep-mine drainage. The ability to scale the pump diameter and motor power while maintaining hydraulic efficiency allows a single factory to serve diverse industries, from gold mining to municipal dredging, without compromising on quality.
Cost efficiency in the OEM context is not about the lowest purchase price, but about the lowest cost per ton of material moved. By optimizing the impeller design—such as in the S(H)G Sand Gravel Pump—factories can reduce the frequency of liner replacements. Precision machining of the seal water system and the use of high-grade stainless steel for critical shafts further extend the Mean Time Between Failures (MTBF), providing long-term financial stability to the operator.
Industrial Applications and Global Use Cases
The application of products from an OEM slurry pump factory spans across virtually every heavy industry. In the mining sector of Western Australia and Chile, SH Hard Metal Slurry Pumps are used to transport ore concentrates across vast distances, where any pump failure can lead to millions of dollars in lost production. Similarly, in the dredging projects of the Netherlands and Singapore, SV(R) Vertical Sump Pumps are utilized to maintain navigable waterways by removing silt and sand.
In more specialized contexts, such as chemical processing or wastewater treatment, the focus shifts to corrosion resistance. Here, Stainless Steel slurry pumps are deployed to handle acidic tailings or brine. In post-disaster relief operations, where rapid deployment of water management systems is required, the modular design of OEM pumps allows for quick installation in remote industrial zones to clear debris and restore essential services.
Performance Efficiency by OEM Slurry Pump Factory Specialization
Long-Term Value and Economic Advantages
The true value of partnering with a professional OEM slurry pump factory lies in the synergy between high-quality hardware and technical support. When a company invests in a SHR Rubber Lined Slurry Pump, they are not just buying a piece of equipment; they are investing in a reduced maintenance cycle. The logical advantage is clear: fewer replacements mean lower procurement costs over a five-year window and a significant reduction in labor hours spent on repairs.
From an emotional and organizational perspective, this reliability breeds trust and safety. In hazardous mining environments, pump failure can lead to floods or chemical leaks, endangering lives. By ensuring a steady, predictable flow of slurry through precision-engineered components, operators gain peace of mind and a sense of dignity in their operational excellence. This trust in the equipment allows engineering teams to focus on innovation and production growth rather than constant firefighting.
Future Trends in Slurry Pumping Technology
The OEM slurry pump factory of tomorrow is undergoing a digital transformation. The integration of IoT (Internet of Things) sensors into pump casings is allowing for real-time wear monitoring. Instead of scheduled maintenance, which often replaces parts too early or too late, predictive maintenance uses vibration and temperature data to alert operators exactly when a liner is reaching its end-of-life, thereby maximizing the utility of every component.
Material science is also evolving, with the introduction of nano-ceramic coatings and hybrid alloys that combine the hardness of chrome with the toughness of rubber. These innovations are specifically aimed at reducing the energy required to move high-viscosity slurries. As the global push for "Green Mining" intensifies, factories are redesigning hydraulic paths to reduce turbulence, directly lowering the kilowatt-hours required per cubic meter of slurry transported.
Furthermore, automation in the manufacturing process—such as 3D printing for complex impeller prototypes—is drastically shortening the lead time for custom OEM orders. This agility allows factories to respond to specific site challenges in days rather than months, ensuring that the global supply chain remains resilient even in the face of unforeseen geological challenges or sudden shifts in mineral demand.
Overcoming Operational Challenges in Slurry Transport
One of the most common challenges in slurry transport is the phenomenon of "settling," where solids drop out of the suspension and clog the pipe. A skilled OEM slurry pump factory solves this by calculating the critical carrying velocity and designing pumps, like the ZGB Heavy Duty series, that maintain high flow rates even under varying pressure. This requires a deep understanding of fluid dynamics and the specific characteristics of the slurry being moved.
Another limitation is the extreme wear on the seal and bearing housing. To overcome this, modern OEM designs incorporate advanced expeller seals and high-pressure water jackets that keep abrasive particles away from the sensitive mechanical components. By isolating the "wear zone" from the "drive zone," factories can extend the life of the motor and bearings, which are far more expensive to replace than a simple rubber liner.
Finally, the challenge of corrosive chemicals combined with abrasion (corrosive-abrasive wear) requires a hybrid approach. Expert factories now offer multi-material pumps, utilizing stainless steel for the outer casing and specialized urethanes for the internal wetted parts. This tiered defense strategy ensures that the pump remains structural sound while the internal surfaces can be easily swapped out as they wear down.
Analysis of OEM Slurry Pump Factory Material and Performance Metrics
| Material Type |
Abrasion Resistance (1-10) |
Corrosion Resistance (1-10) |
Typical Application |
| High Chrome Alloy |
10 |
4 |
Coarse Tailings / Mining |
| Natural Rubber |
7 |
8 |
Fine Sand / Acid Slurry |
| Polyurethane |
8 |
7 |
Dredging / Ash Handling |
| Stainless Steel |
5 |
10 |
Chemical Slurries |
| Hard Metal / Ceramic |
9 |
6 |
Ultra-Abrasive Sludge |
| Hybrid Composite |
8 |
8 |
Mixed Mineral Waste |
FAQS
An OEM factory provides customized engineering tailored to your specific slurry density, particle size, and chemical composition. While generic pumps are designed for "average" use, OEM pumps optimize hydraulic efficiency and material selection (e.g., choosing between High Chrome or Polyurethane), which significantly extends the equipment's lifespan and reduces the total cost of ownership.
The choice depends on the nature of the abrasion. For large, sharp particles, High Chrome alloys are best due to their hardness. For smaller, fine particles and corrosive liquids, Natural Rubber or Polyurethane is preferred as they absorb impact and resist chemical attack. An OEM factory will typically analyze your slurry sample to recommend the optimal lining for your specific application.
Yes, most professional OEM factories specialize in producing interchangeable pump parts. By utilizing reverse engineering and precision casting, they can provide impellers, liners, and seals that meet or exceed the original specifications of major brands, often improving the wear life through better material science.
Lifespan varies wildly based on the application. In low-abrasion settings, a pump may last years. In high-intensity mining, liners may need replacing every 3-6 months. However, the "skeleton" of an OEM pump—the casing and shaft—is designed to last for a decade or more, provided the wear parts are replaced regularly.
Generally, yes. While shipping costs are high, the reduction in downtime and the increase in efficiency provided by a specialized OEM pump far outweigh the freight charges. Many factories offer modular designs that simplify international shipping and installation, making them a global choice for mining operations.
Quality is ensured through rigorous testing, including ultrasonic flaw detection, hardness testing (Rockwell or Brinell), and chemical analysis of the melt. Certified OEM factories follow ISO standards to ensure that there are no internal voids or weaknesses in the chrome alloy, which prevents catastrophic failure under high pressure.
Conclusion
In summary, the role of a professional OEM slurry pump factory is to bridge the gap between raw industrial demand and mechanical precision. By integrating advanced metallurgy, such as High Chrome and Polyurethane, with custom hydraulic engineering, these factories enable the efficient transport of the world's most challenging materials. Whether deploying an SBH High Pressure pump or a ZGB Heavy Duty model, the focus remains on maximizing durability, reducing energy consumption, and minimizing operational downtime.
As we look toward the future, the shift toward smart monitoring and sustainable materials will further redefine the industry. Companies that prioritize a strategic partnership with a capable OEM factory will not only achieve better operational stability but will also be better positioned to meet the growing environmental and efficiency standards of the global market. To ensure your operations are equipped with the highest standard of pumping technology, we invite you to explore our professional solutions. Visit our website: www.qualityslurrypump.com









-1-20260416061013.webp "Optimizing Industrial Operations with HighQuality OEM Slurry Pump Parts")