

May. 14, 2026
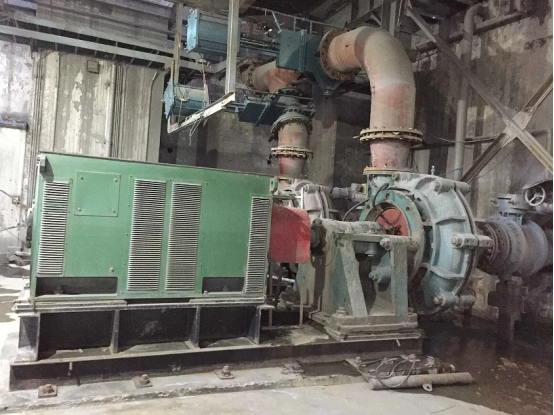
1. Iron Ore Minerals Processing Pumps
This iron ore processing installation features a heavy-duty horizontal slurry pump operating under highly abrasive conditions. The pump and motor are connected through a direct-drive configuration, ensuring stable and efficient power transmission during continuous operation. Large-diameter slurry pipelines indicate handling of dense, abrasive iron ore slurry. This demanding environment places extremely high requirements on wear resistance, operational reliability, and downtime minimization.
2. Rubber Lined Quarries Pumps
This quarry application uses a rubber-lined slurry pump designed to handle abrasive sand, crushed stone, and aggregate slurry. The pump features a dual-casing structure with a robust outer metal shell and an internal rubber liner, providing enhanced protection and ease of maintenance. The rubber lining effectively absorbs impact from sharp particles, significantly extending service life in demanding quarry environments.

3. Mining Tailings Slurry Pumps
This mining site uses a heavy-duty tailings slurry pump to transport high-density, abrasive tailings. Tailings contain fine solids mixed with water, often with sharp and hard particles, requiring a pump capable of maintaining stable performance under constant abrasion and fluctuating flow conditions. The dual-casing design and reinforced structure provide strong wear resistance, consistent hydraulic efficiency, and reliable long-distance discharge capacity—ensuring safe and continuous tailings transport.

4. Sand Washing Gravel Pumps
This sand washing application employs a high-efficiency gravel pump engineered for transporting large-particle sand, gravel, and high-density slurry. The pump’s enlarged flow passage, high-chrome wear components, and heavy-duty bearing assembly provide excellent resistance to abrasion and impact. This ensures stable performance in sand washing plants and long-distance gravel transport, reducing maintenance frequency and improving overall plant efficiency.

5. Flue Gas Desulphurization Pumps
This FGD installation uses a corrosion-resistant desulphurization pump designed for continuous operation in limestone-gypsum wet flue gas desulphurization systems. The slurry contains limestone powder, gypsum particles, and low-pH liquids, requiring excellent corrosion and abrasion resistance. Duplex stainless steel or high-alloy wetted components ensure long service life, while stable hydraulic performance supports reliable circulation of absorbent slurry throughout the FGD tower, guaranteeing efficient SO₂ removal.

6. Thickener Underflow Pumps
In thickener underflow applications, the slurry typically features high density, high viscosity, and poor fluidity. The CNSME thickener underflow pump installed at this site is engineered with a heavy-duty double-casing design that withstands severe abrasion from high-solids underflow. The optimized impeller geometry ensures efficient performance and minimizes clogging even when handling viscous, high-density materials. This pump meets the operational requirements of thickener circuits that demand continuous operation, reduced maintenance, and exceptional wear resistance.


Feb 02,26
Quality Slurry Pump Leading China Dredge Pump Manufacturer for Global Projects
Quality Slurry Pump offers a comprehensive range of durable and efficient pumps designed for various dredging applications worldwide

Feb 27,26
Optimizing Slurry Pump Performance for Efficient Copper Mine Operations
 Slurry Pump Installation")
Oct 31,25
12 inch Sand (Gravel) Slurry Pump Installation
14/12 G-G Gravel Pump, Sand Pump, Dredging Slurry Pump. Flowrate upto 2000m3/hr; Head upto 60m. Material of Impeller: High Chrome Alloy CR27%.

Mar 30,26
Optimizing Vertical Sump Pump Design for Efficient and Reliable Fluid Management

Apr 21,26
Quality OEM Slurry Pump Impeller Manufacturer For Efficient Systems
Finding a reliable OEM slurry pump impeller manufacturer is crucial for efficient and durable slurry handling systems. At Quality Slurry Pumps, we specialize in designing and producing high-performance impellers tailored to your specific application. We understand that the impeller is the heart of a slurry pump, and its quality directly impacts performance, lifespan, and overall system efficiency. This article will delve into the benefits of choosing an experienced OEM manufacturer, the materials we use, our customization options, and how we ensure quality control. Opting for an OEM slurry pump impeller manufacturer like Quality Slurry Pumps offers several advantages over purchasing off-the-shelf components. We provide tailored solutions optimized for your unique slurry characteristics, flow rates, and pressure requirements. This customization leads to increased efficiency, reduced downtime, and a longer service life for your pumps. Furthermore, we can assist with design modifications, material selection, and prototyping, ensuring a perfect fit for your existing system or new project. A dedicated OEM partner provides consistent quality and a responsive support system, fostering a long-term relationship focused on your success.

Oct 31,25
bscribe newslette








