

May. 14, 2026
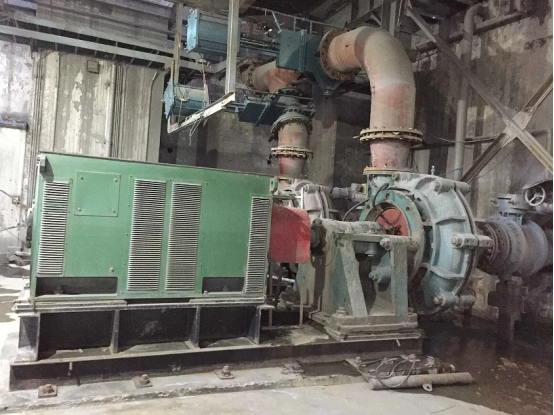
1. Iron Ore Minerals Processing Pumps
This iron ore processing installation features a heavy-duty horizontal slurry pump operating under highly abrasive conditions. The pump and motor are connected through a direct-drive configuration, ensuring stable and efficient power transmission during continuous operation. Large-diameter slurry pipelines indicate handling of dense, abrasive iron ore slurry. This demanding environment places extremely high requirements on wear resistance, operational reliability, and downtime minimization.
2. Rubber Lined Quarries Pumps
This quarry application uses a rubber-lined slurry pump designed to handle abrasive sand, crushed stone, and aggregate slurry. The pump features a dual-casing structure with a robust outer metal shell and an internal rubber liner, providing enhanced protection and ease of maintenance. The rubber lining effectively absorbs impact from sharp particles, significantly extending service life in demanding quarry environments.

3. Mining Tailings Slurry Pumps
This mining site uses a heavy-duty tailings slurry pump to transport high-density, abrasive tailings. Tailings contain fine solids mixed with water, often with sharp and hard particles, requiring a pump capable of maintaining stable performance under constant abrasion and fluctuating flow conditions. The dual-casing design and reinforced structure provide strong wear resistance, consistent hydraulic efficiency, and reliable long-distance discharge capacity—ensuring safe and continuous tailings transport.

4. Sand Washing Gravel Pumps
This sand washing application employs a high-efficiency gravel pump engineered for transporting large-particle sand, gravel, and high-density slurry. The pump’s enlarged flow passage, high-chrome wear components, and heavy-duty bearing assembly provide excellent resistance to abrasion and impact. This ensures stable performance in sand washing plants and long-distance gravel transport, reducing maintenance frequency and improving overall plant efficiency.

5. Flue Gas Desulphurization Pumps
This FGD installation uses a corrosion-resistant desulphurization pump designed for continuous operation in limestone-gypsum wet flue gas desulphurization systems. The slurry contains limestone powder, gypsum particles, and low-pH liquids, requiring excellent corrosion and abrasion resistance. Duplex stainless steel or high-alloy wetted components ensure long service life, while stable hydraulic performance supports reliable circulation of absorbent slurry throughout the FGD tower, guaranteeing efficient SO₂ removal.

6. Thickener Underflow Pumps
In thickener underflow applications, the slurry typically features high density, high viscosity, and poor fluidity. The CNSME thickener underflow pump installed at this site is engineered with a heavy-duty double-casing design that withstands severe abrasion from high-solids underflow. The optimized impeller geometry ensures efficient performance and minimizes clogging even when handling viscous, high-density materials. This pump meets the operational requirements of thickener circuits that demand continuous operation, reduced maintenance, and exceptional wear resistance.


Mar 03,26
OEM Slurry Pump Frame Plate Liner Manufacturer for Enhanced Pump Durability
OEM Slurry Pump Frame Plate Liner Manufacturer: A Comprehensive Guide

Feb 08,26
Optimizing Slurry Pump Impeller Design for Efficiency and Reliability
Slurry pump impeller design is a crucial element in the efficient and reliable transport of abrasive and erosive fluids across numerous industries. These specialized pumps are vital in mining, wastewater treatment, chemical processing, and even food production, where handling mixtures of liquids and solids is commonplace. Optimizing the impeller's design directly impacts the pump’s performance – its efficiency, longevity, and ability to withstand the harsh conditions inherent in slurry handling. Understanding the nuances of slurry pump impeller design is therefore paramount for engineers and operators striving for cost-effectiveness and operational excellence. Globally, the demand for efficient slurry handling solutions is constantly increasing, driven by factors such as expanding infrastructure projects, stricter environmental regulations regarding waste management, and the growing need for resource extraction. The United Nations estimates that global wastewater generation will increase by 54% by 2050, necessitating advanced wastewater treatment facilities – many relying heavily on robust slurry pumping systems.

Oct 31,25
How to choose a suitable slurry pump – slurry pump manufacturer
The slurry pump supplier briefly introduces you to how to choose a suitable slurry pump. During operation, many factors will have an impact on work efficiency,

Feb 10,26
Expert Slurry Pump Impeller Factory Solutions for Industrial Applications
Slurry pump impeller factories are the backbone of numerous industries, from mining and wastewater treatment to agriculture and chemical processing. These facilities don’t just manufacture components; they engineer solutions to handle abrasive and corrosive materials, ensuring the efficient and reliable transport of slurries. The demand for robust and specialized impellers is globally increasing, driven by expanding infrastructure projects and stricter environmental regulations requiring effective waste management. Understanding the intricacies of slurry pump impeller factory operations, from material science to manufacturing processes, is crucial for optimizing performance and minimizing downtime in critical applications. The global slurry pump market, and consequently the demand from slurry pump impeller factory operations, is experiencing significant growth. Market reports estimate a multi-billion dollar valuation with consistent expansion predicted over the next decade. This surge is fueled by infrastructural developments in emerging economies, particularly in Asia-Pacific, and the increasing need for efficient and sustainable resource management. ISO standards and stringent industry regulations emphasize the importance of high-quality impeller designs and manufacturing processes, requiring specialized expertise within slurry pump impeller factory settings.

Dec 02,25
Which Slurry Pump Is Better: Vertical or Horizontal?
Different slurry pumps are designed for different needs: some are ideal for tight spaces, while others are built to move large volumes of material quickly.

Apr 22,26
Reliable Custom Slurry Pump Manufacturer for Industrial Solutions
Selecting the right custom slurry pump manufacturer is a critical decision for any industrial operation dealing with abrasive or corrosive fluids. In the demanding environments of mining, dredging, and chemical processing, a generic pump often leads to premature wear and costly downtime. Tailored engineering ensures that the equipment matches the specific gravity, particle size, and chemical composition of the medium, maximizing operational lifespan. The global shift toward more efficient resource extraction and waste management has placed a spotlight on the importance of precision-engineered pumping solutions.
bscribe newslette








